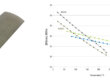
The practicability of the permanent magnet can be judged by stability of remanence Br, intrinsic coercivity Hcj, and maximum energy products (BH)max under external condition. Magnet with higher Br can offer stronger magnetic field strength, then higher Hcj can serve much better anti-interference ability. The value of (BH)max represents permanent magnet’s ability to provide magnetostatic energy. It can be seen from the figure below, high (BH)max magnet can supply same magnetic field strength with less consumption, then development history of the permanent magnet is essentially a process of pursuing higher performance.

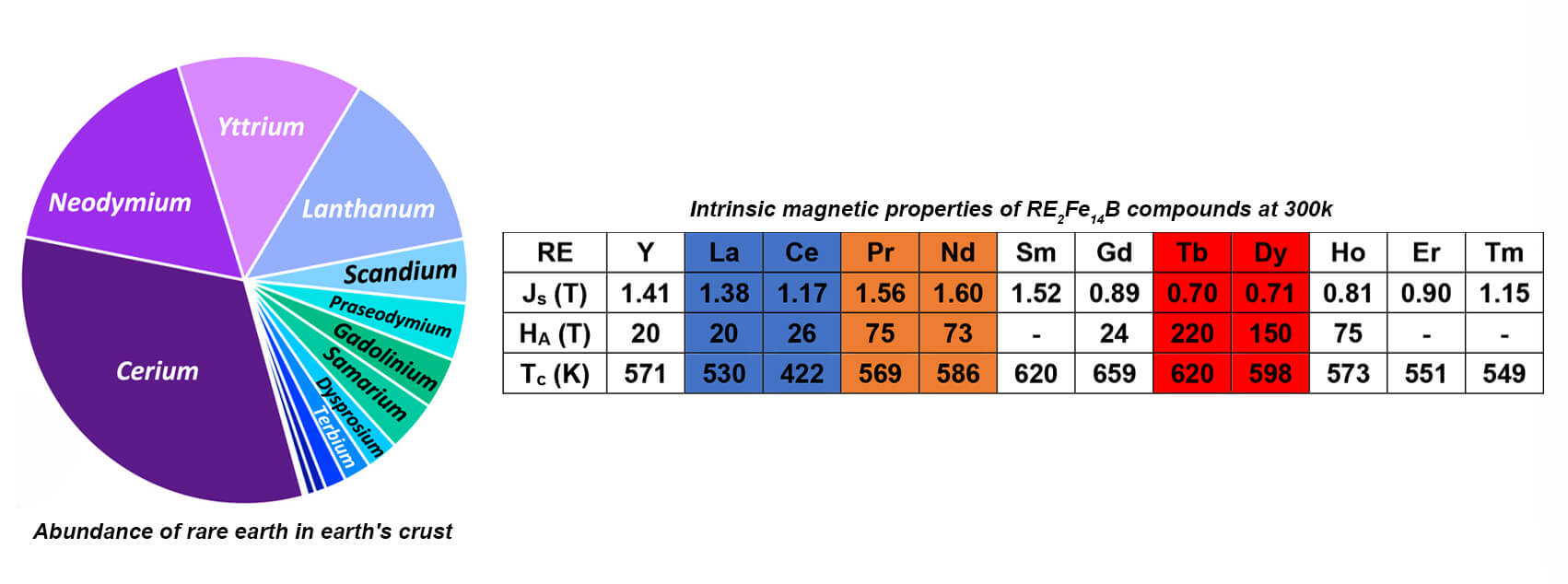
Most of rare earth elements can form RE2Fe14B compound with Fe and B, and Nd2Fe14B compound has the highest saturation magnetization and functional magnetocrystalline anisotropy field among these RE2Fe14B compounds. Beyond that, reserve volume of Neodymium in Earth’s crust is relatively abundant which can maintain supply chain stability and cost advantage.
Many microstructure observations indicate that there are six phases exist in the sintered Neodymium magnets, then Nd2Fe14B main phase and Nd-rich phase is the best known due to their effects on the magnetic performance. Nd2Fe14B main phase is the only hard magnetic phase in the sintered magnet and its volume fraction determines Br and (BH)max of Nd-Fe-B alloy. Nd-rich phase plays a key role in magnetic hardening of sintered Neodymium magnets. Its composition, structure, distribution, and morphology are highly sensitive to the process conditions. Nd-rich phase is preferably in the form of layered structure and continuous distributed in grain boundary areas.

Coercivity Enhancement of Sintered Neodymium Magnets
Wind power generator, new energy vehicle, energy-saving household appliances, and latest mobile intelligent terminal are all require sintered Neodymium magnets not only have high (BH)max, but also have superior Hcj. It always is a major issue to enhance Hcj while still maintaining high Br and (BH)max.
The intrinsic coercivity of sintered Neodymium magnets is mainly influenced by microstructure and composition. Optimization of microstructure focus on grain refinement and improve the distribution of Nd-rich phase. Composition can be optimized through adding other elements to improve magnetocrystalline anisotropy field of the main phase grain. There exists a positive relationship between coercivity of sintered Neodymium magnets and magnetocrystalline anisotropy field of the main phase grain. That is to say, the higher the magnetocrystalline anisotropy field of the main phase grain, the higher the coercivity of sintered Neodymium magnets. The HA of Dy2Fe14B and Tb2Fe14B are considerably higher than Nd2Fe14B, then adding small amounts of Dy or Tb element to replace Nd atom in main phase lattice will form (Nd, Dy)2Fe14B or (Nd, Tb)2Fe14B with higher HA which can effectively improve intrinsic coercivity. The frequently-used adding methods include traditional alloying process, grain boundary modification process, and grain boundary diffusion process.
Alloying Process
Alloying process is referring to add a certain proportion of HREE Dy or Tb to the raw material of sintered Neodymium magnets, then all elements show homogenization of composition through the melting process. Coercivity mechanism of sintered Neodymium magnets indicates that reversed magnetic domain tends to nucleate at the boundary areas of the main phase, and uniform distribution of HREE will result in waste of resources and cost up. Above all, antiferromagnetic coupling between Fe atoms and Dy atoms will generate serious magnetic dilution effect and substantially deteriorate Br and (BH)max.

Grain Boundary Modification Process
In order to improve the utilization ratio of HREE and avoid magnetic dilution effect, grain boundary modification process is proposed. First, grain boundary modification process manufacture Nd2Fe14B main alloy and HREE-rich auxiliary alloy respectively, then pressing and sintering after mixing two alloys according to the certain proportion. Dy and Tb will diffuse to main phase grain from grain boundary during sintering process, thus form (Nd, Dy)2Fe14B or (Nd, Tb)2Fe14B magnetic hardening layers at the boundary areas of main phase and hence decrease nucleation of reversed magnetic domain. Even grain boundary modification process has promoted the utilization ratio or HREE, HREE is still inevitably exist in the interior of the main phase grain and give rise to magnetic dilution effect. Grain boundary modification process has an enlightening significance to subsequent grain boundary diffusion process.

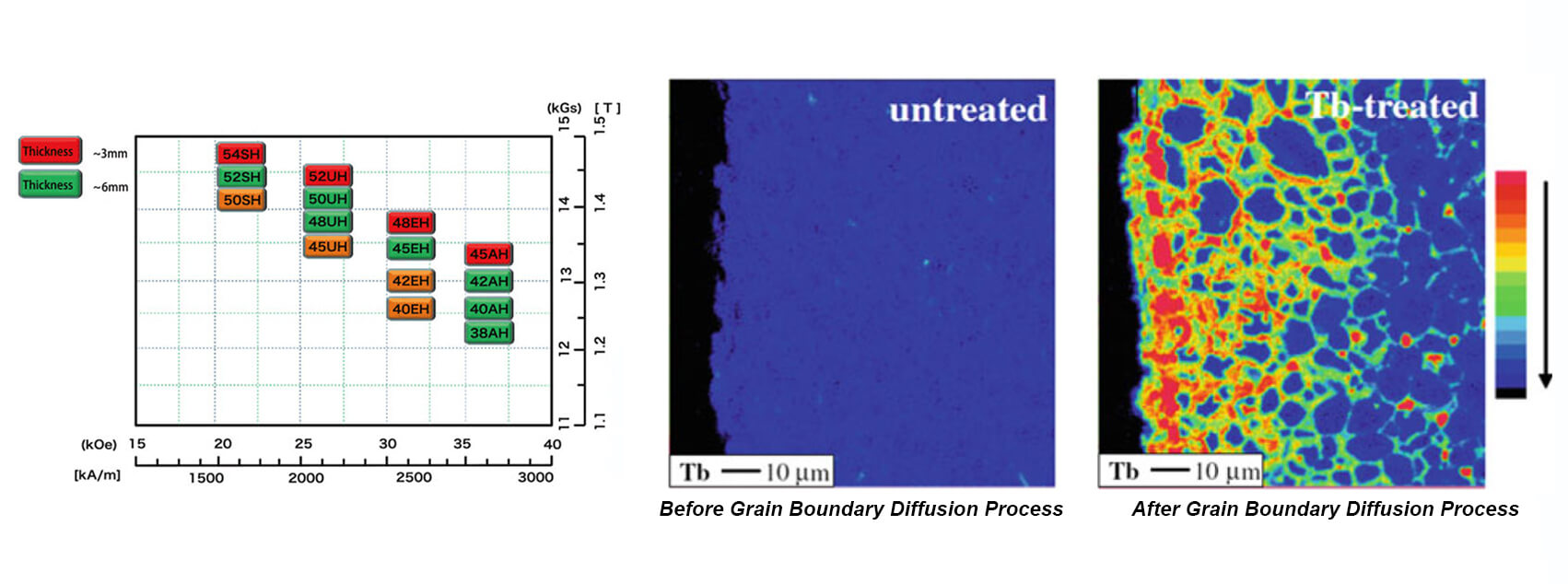
Grain Boundary Diffusion Process
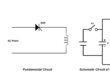
Grain boundary diffusion process is starting by introducing HREE layer to the magnet’s surface, then experiencing vacuum heat treatment above the melting point of Nd-rich phase. Therefore, HREE element diffuse into the magnet along the grain boundaries and form (Nd, Dy, Tb)2Fe14B core-shell structure around grain of the main phase. Then anisotropy field of the main phase will be enhanced, in the meanwhile, grain boundary phase become more continuous and straight which will weaken magnetic exchange coupling between the main phases. The most significant feature of the grain boundary diffusion process is allowing magnet increased Hcj while simultaneously maintaining high Br. Unlike alloying process, HREE elements do not need to enter the main phase, thus create a major reduction in the amount of HREE and cost price in conventional high-coercivity sintered Neodymium magnets. Grain boundary is also capable to manufacture some new grades which were previously unimaginable via alloying process, such as N54SH and N52UH.

Grain boundary diffusion treatment will be implemented after the machining process. The HREE layer can be obtained by spraying, physical vapor deposition (PVD), electrophoresis, and thermal evaporation.

Limitations of Grain Boundary Diffusion Process
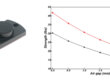
Grain boundary diffusion process is mainly constrained by the thickness of the magnet, and enhancement degree of intrinsic coercivity decreases as the thickness increases. Raising diffusion temperature or prolong diffusion time can boost the depth and concentration of diffused HREE, then promote volume fraction of HREE core-shell structure. However, excessive diffusion temperature and time will result in grain growth of the main phase, in the meanwhile, phase structure and distribution of Nd-rich phase will also change.

Thanks for the info.I have spent probably 100 hours researching magnets. I played with magnets when I was a child. I was fascinated with magnets as a child. SDM has the best magnets I have found.I will be getting back with you after doing some more research. Thank you. Wayne Ps. I am retired US citizen living in the Philippines. So close by.
Very well done, an interesting article. What is the dimension where GBD will start to increase grain growth of the main phase . At what thickness does GBD become an unreasonable option performance-wise?